
A porous ceramic filter is a high-temperature filtration medium used to remove non-metallic inclusions, oxide films, and suspended particles from molten metal before it enters the casting cavity. In aluminum processing, it is one of the most reliable interventions for improving melt cleanliness, reducing scrap rates, and meeting increasingly strict quality standards across aerospace, automotive, and packaging applications.
What Is a Porous Ceramic Filter and How Does It Work?
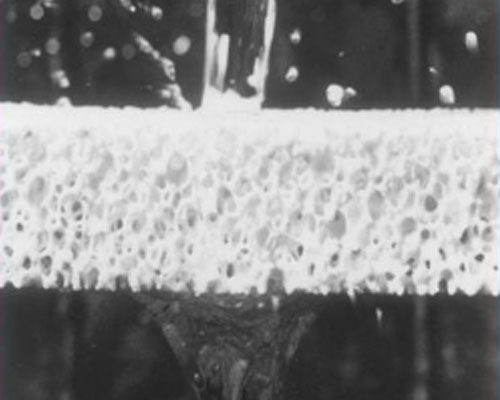
Porous ceramic filters are open-cell foam structures with interconnected pores distributed throughout the body. Porosity typically ranges between 80% and 90%, which gives the filter an exceptionally high internal surface area relative to its volume. When molten aluminum passes through this structure, two filtration mechanisms work simultaneously: physical sieving, which blocks particles larger than the pore openings, and depth filtration, where smaller particles adhere to internal pore walls through surface adhesion and tortuous flow paths.
The result is a dramatic reduction in suspended inclusions—including oxide bifilms, slag fragments, flux residues, and refractory particles—before the metal reaches the mold cavity. This directly improves mechanical properties, surface finish, and pressure tightness in the final casting.
What makes porous ceramic filters particularly well-suited to aluminum processing is their combination of:
- High porosity (80–90%) enabling adequate flow rates without excessive metallostatic head loss
- Thermal shock resistance allowing rapid immersion into metal streams without cracking
- Chemical inertness against molten aluminum, alkalis, acids, and organic solvents
- Zero slag generation—the filter itself contributes no contamination to the melt
Porous Ceramic Foam Filter
What Types of Porous Ceramic Filters Are Available?
Not all porous ceramic filters are the same material or geometry. Selection depends on alloy type, pour temperature, required cleanliness level, and production volume. Below is a practical breakdown:
| Filter Type | Base Material | Typical Application | Max Operating Temp |
|---|---|---|---|
| Alumina Ceramic Foam Filter | Al₂O₃ | Aluminum and aluminum alloy casting | 1100°C |
| Zirconia Ceramic Foam Filter | ZrO₂ | Steel, cast iron, high-temp alloys | 1760°C |
| Silicon Carbide Foam Filter | SiC | Gray iron, ductile iron | 1500°C |
| Magnesia Ceramic Filter | MgO | Special steel, high-alloy casting | 1700°C |
Data compiled from industry filtration standards and supplier technical specifications across major foundry markets. Operating temperatures reflect continuous service limits under standard casting conditions.
For aluminum casting specifically, alumina-based ceramic foam filters dominate because they are chemically stable in contact with aluminum melts and remain structurally intact through the full casting cycle. Zirconia and SiC filters are designed for ferrous applications and offer little practical advantage in aluminum at additional cost.
What Pore Size Should You Choose for Aluminum Casting?
Pore size in ceramic foam filters is measured in pores per inch (ppi)—the higher the number, the finer the filtration. This is one of the most commonly misunderstood aspects of filter selection. Going too coarse misses fine inclusions; going too fine risks premature blockage or misrun defects.
| PPI Rating | Pore Size (approx.) | Typical Use Case | Inclusion Removal Efficiency |
|---|---|---|---|
| 10 ppi | 2.5 – 3.0 mm | Pre-filtration, large inclusion removal | 40–60% |
| 20 ppi | 1.2 – 1.5 mm | General foundry casting, secondary alloys | 60–75% |
| 30 ppi | 0.8 – 1.0 mm | Automotive structural parts, wheels | 75–88% |
| 40 ppi | 0.5 – 0.7 mm | Aerospace components, thin-wall castings | 88–94% |
| 50 ppi | 0.3 – 0.5 mm | Critical precision casting, aviation alloys | 92–97% |
| 60 ppi | 0.2 – 0.3 mm | Ultra-clean requirements, hard drive substrates | 95–99% |
Removal efficiency values are based on PoDFA (Porous Disc Filtration Analysis) benchmarking data and foundry trials across multiple alloy systems. Actual performance varies with pour rate, metal temperature, and inclusion load.
For most aluminum casting operations, 30–40 ppi covers the majority of applications. Precision components—aviation fan blades, computer hard drive substrates, PS baseboard production—typically demand 50 ppi or finer. The key principle: match the filter grade to the application, not to the cheapest available option.
How Does Porosity Affect Filter Performance in Aluminum Filtration?
Porosity is the percentage of void space within the filter body. At 80–90% porosity, a porous ceramic filter contains very little solid material relative to its total volume. This is a deliberate design choice, not a structural compromise.
High porosity delivers three practical advantages:
1. Low flow resistance. The melt passes through with minimal head loss, which is critical in gravity and low-pressure casting where metallostatic pressure is limited.
2. Large active filtration area. The internal surface available for particle adhesion is orders of magnitude greater than the filter’s face area. A 100 mm × 100 mm × 22 mm filter at 80% porosity can have an effective internal surface area exceeding 0.3 m²—all of it available for particle capture.
3. Adsorption of dissolved contaminants. This is a less-discussed but important function. Through surface chemistry effects, alumina ceramic filters can reduce concentrations of harmful dissolved elements—particularly sodium (Na) and potassium (K)—in the aluminum melt. Elevated Na and K levels are associated with hot cracking and reduced elongation in Al-Mg and Al-Si alloys. The adsorptive capacity of the porous ceramic structure provides a secondary cleaning effect beyond mechanical particle removal.
Where Are Porous Ceramic Filters Used in Industry?
The range of applications has expanded considerably as quality demands in aluminum products have tightened. Areas where porous ceramic filters are now considered standard practice rather than optional upgrades:
Aerospace: Turbofan engine fan blades, structural airframe components, and other flight-critical aluminum parts require PoDFA cleanliness values below 0.10 mm²/kg. Ceramic foam filters are mandatory at this cleanliness level.
Automotive: Aluminum wheels, engine blocks, cylinder heads, suspension components, and EV battery housings all benefit from filtration. The shift toward thinner walls and higher strength requirements in modern vehicle design has made inclusion control more critical than it was a decade ago.
Packaging: Aluminum can stock and foil require extremely consistent melt cleanliness to enable rolling to thin gauges without pinholes or surface defects. Filtration in the casting furnace feed is standard across major producers.
Electronics: Computer hard drive substrates (PS baseboard), heat sinks, and electronic housings require cosmetic-grade surface finish. Inclusions that would be acceptable in a structural casting are cause for rejection here.
Energy: Photovoltaic frame profiles, wind turbine components, and thermal management parts in power electronics increasingly specify filtered aluminum.
The alumina foam ceramic filter is particularly suited for aviation aluminum precision casting—a market segment with zero tolerance for inclusion-related failures.

Porous Ceramic Filter
If your project requires the use of Ceramic Foam Filter, you can contact us for a free quote.
What Is the Role of Thermal Shock Resistance in Ceramic Filter Performance?
Thermal shock resistance is one of those specifications that foundry engineers sometimes overlook until they experience a filter cracking mid-pour. When a porous ceramic filter is placed in a filter bowl and molten aluminum at 720°C contacts it, the temperature differential across the filter body can exceed 600°C within seconds. A filter that cannot absorb this thermal gradient will crack, potentially releasing ceramic fragments into the very melt it was supposed to clean.
Quality ceramic foam filters address this through:
- Low elastic modulus of the foam structure, which allows localized deformation without crack propagation
- Controlled porosity distribution that prevents stress concentration points
- Pre-sintering to appropriate density balancing strength and thermal compliance
In practice, this means a properly manufactured alumina foam filter will undergo rapid thermal expansion upon contact with the melt—this is by design—and will do so without cracking. Inferior filters with inconsistent sintering or irregular pore distribution are where thermal fracture failures originate.
According to ASTM standards for ceramic filtration media, thermal shock resistance testing involves cycling between 25°C and 1000°C with no structural failure permitted. This benchmark separates functional filters from cheap substitutes that may look identical on paper.
Ceramic Foam Filter vs. Other Filtration Methods: Which Performs Better?
This is a question that comes up regularly, and the honest answer is: it depends on what you are trying to achieve. Here is a straightforward comparison:
| Filtration Method | Inclusion Removal | Flow Control | Cost | Practical Limitations |
|---|---|---|---|---|
| Ceramic Foam Filter (CFF) | High (75–99% by grade) | Excellent | Low–Moderate | Single-use; must be correctly sized |
| Deep Bed Filter | Very High (>99%) | Very Good | High | Capital-intensive; suited to large volume DC casting |
| Fiberglass Mesh Filter | Low–Moderate (40–65%) | Good | Very Low | Limited to coarser inclusions; not suitable for precision casting |
| Bonded Particle Filter | High | Good | Moderate | Heavier; less common in foundry applications |
| Inline Degassing Only | Low (25–50% indirect) | N/A | Moderate | Removes some inclusions via flotation but is not a primary filtration method |
Comparative data based on published foundry process studies and filter supplier benchmarking reports. Results vary with specific alloy composition, melt cleanliness baseline, and process parameters.
For the vast majority of aluminum casting operations—from secondary alloy foundries to primary aluminum rolling slab producers—the ceramic foam filter delivers the best balance of performance, simplicity, and cost. Deep bed filtration is reserved for high-volume DC casting operations where the capital investment is justified by throughput. Fiberglass mesh is outdated for any application requiring serious inclusion control.
AdTech Real Case: Improving Melt Cleanliness for an Automotive Aluminum Wheel Producer in Turkey
A mid-sized aluminum wheel manufacturer in Turkey was running a gravity die casting line producing approximately 1,800 wheels per day across three furnaces. Their scrap rate had been holding stubbornly at 7.2%—well above their 3.5% internal target—and metallurgical analysis consistently pointed to oxide inclusions and slag entrapment as the primary defect drivers.
Their existing setup used 20 ppi fiberglass mesh filters placed in the gating system, combined with in-furnace flux treatment. The mesh filters were being replaced every four pours on average, and even then, post-casting X-ray inspection was catching shrinkage-adjacent porosity that the team suspected was nucleating on retained inclusions.
After a process audit, AdTech’s technical team recommended transitioning to 30 ppi alumina ceramic foam filters sized at 150 mm × 150 mm × 22 mm, matched to their existing filter bowl dimensions. The recommendation also included adjusting their rotary degassing parameters—reducing rotor speed from 450 rpm to 380 rpm and extending treatment time from 8 to 12 minutes—to improve bubble distribution and reduce surface turbulence during the degassing cycle.
The customer sourced an initial trial batch of alumina ceramic foam filters and implemented the process changes over a two-week controlled trial.
Results after 60 days of full production:
- Scrap rate dropped from 7.2% to 2.9%—below their target for the first time in over a year
- X-ray rejection rate for inclusion-related porosity fell by 68%
- Filter service life averaged 6–8 pours per filter vs. 4 pours previously, reducing per-unit filtration cost
- Customer’s internal PoDFA sampling showed average melt cleanliness improving from 0.72 mm²/kg to 0.21 mm²/kg
The plant manager noted that the improvement in elongation consistency across tensile test samples was noticeable—something the quality team had not specifically targeted but attributed to the reduction in bifilm nucleation sites.
The relationship moved from trial to a standing annual supply agreement covering all three production lines. AdTech’s application engineers continue to support their process with periodic on-site melt quality audits—a working relationship that has since extended to a second facility the customer opened in 2023.
This case is representative of a pattern seen across foundry customers: the entry point is usually scrap reduction, but the downstream benefits—better mechanical consistency, reduced X-ray inspection costs, longer filter service life—compound into a stronger business case than the initial scrap savings alone suggest.
If your project requires the use of Ceramic Foam Filter, you can contact us for a free quote.
How Should Porous Ceramic Filters Be Used Correctly in a Casting System?
Even a high-quality filter delivers poor results if it is installed or used incorrectly. The following practices are non-negotiable for reliable performance:
Filter bowl design: The filter must seat flush with no bypass gaps. Any gap between filter edge and bowl allows unfiltered metal to flow around the filter—a common source of frustration when foundries report “the filter didn’t work.”
Preheating: Cold filters placed directly into a metal stream can cause localized freezing or metal splashing. Where possible, pre-heat filters to 200–300°C before casting begins.
Filter priming: The first metal entering the filter bowl must be sufficient to prime the filter before it enters the runner. Undersized filters or insufficient head pressure can result in misruns on the first shot.
Sizing for flow rate: A filter that is too small for the pour rate will either block prematurely or allow channeling. Calculate required filter face area based on pour rate, metal density, and acceptable head loss—not on what fits in the existing tool without modification.
Single use: Porous ceramic filters are single-use components. Re-using a filter that has already captured a full load of inclusions defeats the purpose entirely.
AdTech manufactures alumina foam ceramic filters in standard sizes from 40 mm to 600 mm square, with custom dimensions available for specific casting systems. Their full product range covers the complete ppi spectrum from 10 to 60, with consistent pore distribution verified through quality control sampling.
What Standards and Specifications Govern Porous Ceramic Filter Quality?
For customers supplying into regulated industries—aerospace, defense, automotive Tier 1—knowing which standards apply is essential.
Key references include:
- ASTM C20 – Apparent porosity, water absorption, and specific gravity of fired ceramic whiteware products
- ASTM E2109 – Standard test methods for determining area percentage porosity in thermal spray coatings (applied by analogy in filter QC programs)
- AMS 2175 – Aerospace Material Specification for casting inspection, which sets inclusion acceptance criteria that downstream filter selection must satisfy
- GB/T 25139-2010 – Chinese national standard specifically for aluminum alloy casting ceramic foam filters, covering dimensions, porosity, compression strength, and thermal shock resistance
Reputable filter manufacturers can provide third-party test certificates for lot-specific compression strength, porosity, and pore size distribution. If a supplier cannot provide these on request, that is itself informative.
Why Melt Cleanliness Begins Before the Filter
A porous ceramic filter is not a substitute for upstream melt management. It is the last line of defense—and it works best when it is not doing all the work alone.
Filters that are overwhelmed by excessive inclusion loads will block faster, reduce effective flow rates, and may channel (allowing metal to find bypass paths through weakened sections). The practical ceiling for what a single ceramic foam filter can handle is roughly 2.0–3.0 mm²/kg PoDFA input—beyond that, filter service life collapses and performance becomes unreliable.
This is why the most effective aluminum casting operations treat filtration as one element in a broader melt quality system:
- Clean charge materials — sorted scrap, dried ingot, controlled scrap ratios
- Controlled melting — minimum superheat, protected melt surface, limited holding time
- Effective degassing — rotary inert gas injection, optimized rotor speed and treatment time
- Flux treatment — appropriate for alloy chemistry and inclusion profile
- Ceramic foam filtration — final mechanical barrier before the casting cavity
Each stage reduces the inclusion load passed to the next. When all five are managed properly, the filter operates well within its design capacity, service life is maximized, and casting quality is consistent rather than variable.
The advancement of ceramic manufacturing technology has made high-porosity, thermally stable, chemically inert filtration media available at a cost point where it is economically unjustifiable not to use them in any operation producing aluminum castings to meaningful quality standards. The question is no longer whether to filter—it is which filter grade and what upstream process discipline to pair with it.
FAQ
1. What is a porous ceramic filter?
A porous ceramic filter is an open-cell foam structure used to remove non-metallic inclusions, oxide films, and slag from molten metal before casting. Porosity typically ranges from 80–90%, giving it a high internal surface area for effective filtration.
2. What is a porous ceramic filter made of?
Most porous ceramic filters for aluminum casting are made from alumina (Al₂O₃). Zirconia and silicon carbide variants are used for higher-temperature ferrous applications.
3. What pore size should I use for aluminum casting filtration?
30–40 ppi covers most aluminum casting applications. For precision or aerospace components, 50–60 ppi is recommended. General foundry work with secondary alloys typically uses 20–30 ppi.
4. How does a porous ceramic filter remove inclusions?
It works through two mechanisms: physical sieving blocks particles larger than the pore openings, while depth filtration captures finer particles as they adhere to internal pore walls during flow.
5. Can a porous ceramic filter be reused?
No. Ceramic foam filters are single-use. A filter that has already captured inclusions is saturated and will not perform reliably on a second pour.
6. What temperature can porous ceramic filters withstand?
Alumina ceramic foam filters are rated to approximately 1100°C, making them suitable for all standard aluminum casting temperatures. Zirconia filters handle up to 1760°C for steel and high-alloy applications.
7. Does a ceramic foam filter also remove dissolved gases from aluminum?
No. Ceramic foam filters remove solid inclusions and particles. Dissolved hydrogen requires rotary degassing with inert gas. The two processes are complementary—degassing first, then filtration, is the correct sequence.
8. Can ceramic foam filters reduce sodium and potassium in aluminum melts?
Yes. Through surface adsorption effects, alumina ceramic filters can reduce harmful dissolved elements including sodium (Na) and potassium (K), which are associated with hot cracking and reduced elongation in certain aluminum alloys.
9. What causes a ceramic foam filter to block prematurely?
Usually one of three things: the filter ppi is too fine for the inclusion load, the melt is carrying far more inclusions than upstream treatment has removed, or the filter face area is undersized for the pour rate. Fixing the upstream process almost always extends filter service life.
10. How do I know if my ceramic foam filter is working?
Run PoDFA or reduced pressure tests on melt samples taken before and after the filter position. A functioning filter should show a measurable drop in inclusion density. If there is no difference, check for bypass gaps between the filter edge and the filter bowl seat.
Related posts:
 Alumina Ceramic Foam Filter
Alumina Ceramic Foam Filter
 Foam Ceramic Filters
Foam Ceramic Filters
 Foam Ceramic Filter
Foam Ceramic Filter
 Ceramic Foam Filters
Ceramic Foam Filters
 Ceramic Filters for Foundry
Ceramic Filters for Foundry
 Porous Ceramic Filter for Foundry
Porous Ceramic Filter for Foundry
 Foam Filter Material
Foam Filter Material
 Foam Ceramic Casting Filter
Foam Ceramic Casting Filter
 CFF for Molten Aluminum
CFF for Molten Aluminum
 Ceramic Foam Filters for Casting
Ceramic Foam Filters for Casting
 Porous Alumina Plate
Porous Alumina Plate
 Aluminum Oxide Foam Ceramic Filter
Aluminum Oxide Foam Ceramic Filter
 Foam Ceramic Filter Molten Aluminum Filtration
Foam Ceramic Filter Molten Aluminum Filtration
 Filter Molten Aluminum Filtration
Filter Molten Aluminum Filtration
 Ceramic Foam Filter of Aluminum
Ceramic Foam Filter of Aluminum






[…] to pay attention to the following points: 1. Correct selection of Porous Ceramic Filter: The selection of filter plate size and hole number specifications must take into account factors […]
[…] porous ceramic makes it have good adsorption capacity and activity. As a catalyst carrier, the porous ceramic filter has a porous structure. It can increase the effective contact area and improve the catalytic […]
[…] the aluminum processing industry, so as to improve the quality of aluminum materials. AdTech foam ceramic filters apply for the environmental protection engineering and thermal energy utilization, catalytic […]
[…] to pay attention to the following points:1. Correct selection of Porous Ceramic Filter:The selection of filter plate size and hole number specifications must take into account factors […]