
In view of the fact that the aluminum material itself will bring in certain inclusions and will be polluted in the melting process, it must be purified to obtain clean aluminum liquid and provide qualified aluminum melt for the next processing. The method of purifying molten aluminum in the furnace can only remove the aluminum material itself and the newly added impurities in the melting process, but cannot eliminate the secondary pollution caused by the molten aluminum in the casting process. At the same time, due to the large area of the furnace and the shallow depth of the molten pool, it is difficult to spread the refining flux throughout every corner of the furnace in order to effectively purify all the molten aluminum. Therefore, in the modern melting and casting process, the online purification treatment method outside the furnace is used.

The principle of the online purification treatment device is to make the liquid aluminum fully contact with the affective gas, so that the hydrogen existing in the liquid aluminum diffuses into the bubbles with zero pressure and escapes from the liquid surface. The solid slag suspended in the liquid aluminum will also be adsorbed on the surface of the bubble and removed together.
The time for the molten aluminum to pass through the purification device is very short. After processing, it is difficult to completely separate the smaller slag and inclusions from the molten aluminum in a short time. In order to ensure the cleanliness of the molten aluminum, all purification devices outside the furnace are equipped with filter device to remove suspended debris.
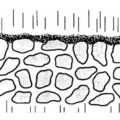
The ceramic foam filter has a multi-layer network and multi-dimensional through holes, and the holes are communicated with each other. When filtering, the aluminum liquid carries the inclusions and flows along the tortuous channels and pores, and is directly intercepted, adsorbed, deposited, and other effects when it comes into contact with the foam-like framework of the filter plate. When the melt flows in the pores, the filter plate channel is curved. The melt flowing through the channel changes the flow direction, and the inclusions collide with the hole wall anvil and firmly adhere to the hole wall.
Related posts:
 Online Purification Technology
Online Purification Technology
 Online Purification
Online Purification
 Purification Treatment of Aluminum Melt
Purification Treatment of Aluminum Melt
 Molten Alu Purification Treatment
Molten Alu Purification Treatment
 Online Degassing Refining Device
Online Degassing Refining Device
 Aluminum Purification Treatment
Aluminum Purification Treatment
 Online Degassing Equipment
Online Degassing Equipment
 Molten Alu Purification
Molten Alu Purification
 Molten Aluminum Purification Treatment
Molten Aluminum Purification Treatment
 Purification Treatment for Continuous Casting
Purification Treatment for Continuous Casting
 Online Purification Equipment
Online Purification Equipment
 Degassing Treatment
Degassing Treatment
 On-line Purification Device
On-line Purification Device
 Online Processing Device
Online Processing Device
 Purification Treatment of Molten Aluminum
Purification Treatment of Molten Aluminum





