
The high-speed aluminum casting process is particularly sensitive to any flow interruptions within the casting feed tip and nozzle. Any accumulation of non-metallic inclusions will interfere with the molten metal leaving the nozzle orifice. Smooth flow is important for the production of uniform casting strips. Therefore, it is important to minimize the inclusions in the molten alloy and avoid the accumulation of inclusions in the sprue.
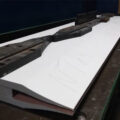
The molten metal enters the head box at the rear of the pouring head through the central opening connected to the headbox. The baffle extends through the plenum and has a plurality of holes through which the metal reaches the tip. The hole is smaller near the center of the pouring tip and gradually larger toward the edge to ensure that the molten metal is distributed across the entire width of the pouring tip.

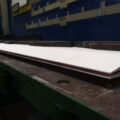
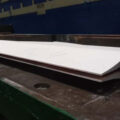
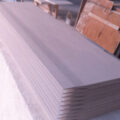
The feed tip is assembled from two long hardened ceramic fiber boards, which has good stability and durability. The plates are held together by bolts passing through the upstream spacer between the two plates. The upstream spacers are arranged in a row parallel to the pressurizing chamber. The second row of downstream spacers between the plates keep the upstream portions of the plates parallel to each other.
Each gasket can minimize turbulence in the metal flowing through the tip. It has been found that solid inclusions tend to accumulate behind spacers or other baffles in the tip, and when such insolubles accumulate in sufficient amounts, they may detach and appear in the cast piece. In more severe cases, this accumulation of solids in the tip may cause partial clogging of the tip and the need to shut down the continuous caster due to defective plates. It is also important to minimize the number of spacers in the tip so that there are only enough spacers to maintain the structural integrity of the tip. This reduces the local velocity of the molten metal, thereby reducing turbulence.
There is an ear at each end of the pouring head, which prevents the metal from flowing longitudinally along the rollers until it freezes into the casting plate.
Related posts:
 Molten Aluminum Casting Nozzle
Molten Aluminum Casting Nozzle
 Molten Metal Feed Nozzle
Molten Metal Feed Nozzle
 Feed Tip Nozzle
Feed Tip Nozzle
 Roll Caster Feed Tip
Roll Caster Feed Tip
 Feed Caster Nozzle
Feed Caster Nozzle
 Foundry Feed Tip
Foundry Feed Tip
 Feed Tip For Continuous Casting Machine
Feed Tip For Continuous Casting Machine
 Feed Casting Tip
Feed Casting Tip
 Feed Caster Tip
Feed Caster Tip
 Feed Casting Nozzle
Feed Casting Nozzle
 Casting Feed Nozzle
Casting Feed Nozzle
 Feed Tip of Sheet Caster
Feed Tip of Sheet Caster
 Aluminum Liquid Filter Box
Aluminum Liquid Filter Box
 Feed Nozzle
Feed Nozzle
 Pouring System
Pouring System





