
The main advantage of the ceramic foam filter system is to effectively eradicate the slag generated during the transfer process outside the furnace through the filter plate. Remove micron-sized inclusions in molten aluminum. At the same time, because the ceramic foam filter plate filters out fine inclusions, reduces the effective number of crystal nuclei in the molten aluminum, so that the molten aluminum nucleates and grows under the larger supercooled parts, the solidification time is shortened, the structure is refined, and the hydrogen content is reduced in molten aluminum. Hydrogen atoms can be adsorbed on some oxidized inclusions, and the oxidized inclusions can become the core of bubble growth, so while filtering out the inclusions, it also removes the adsorption on them. It can get rid of harmful elements in molten aluminum. According to different customer requirements or on-site environmental conditions, selecting a filter plate suitable for ensuring product quality can effectively control slag inclusion.

The slag removal outside the furnace is mainly done by ceramic foam filter system, which has a multilayer network and communicate with holes. When filtering, the molten aluminum carries inclusions along the tortuous channel and is directly intercepted, adsorbed, deposited, etc. when it comes into contact with the foamed framework of the pore flow filter plate. When the melt flows in the hole, the filter plate channel is curved, the melt flowing through the channel changes the flow direction, and the inclusions collide with the hole wall anvil and firmly adhere to the hole wall.
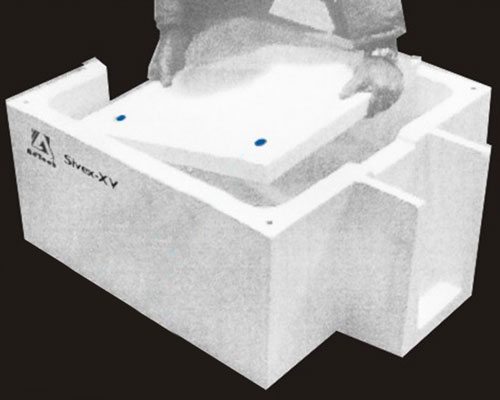
Ceramic Foam Filter System Use
The ceramic filter plate is installed in the filter box between the furnace mouth and the splitter plate. The closer the filter box is to the splitter plate, the better. The reason is that this can shorten the flow distance of the molten aluminum after filtration, while reducing the barrier or avoiding the re-generation of oxides. The molten aluminum flows from the furnace mouth through the filter box, and then through the launder. When the filtering device is started, the drop before and after the melt filtration will increase with the extension of the filtering time, and the increase of the inclusions on the surface of the filter plate and the hole wall will decrease, and the drop will increase.
The selection of the filter plate firstly depends on the filtration accuracy. Generally, the pore size is 10 holes/cm, which can meet the requirements of aluminum liquid purification. If the aluminum liquid is particularly dirty, pre-filtering with a large pore size of 6 holes/cm can prevent premature clogging of the fine-pore filter. The second is to determine the area of the filter according to the casting speed and the metal flow rate per unit time. The filtering effect of the filter plate is mainly guaranteed by its size and porosity. The larger the pores of the filter plate, the worse the slag removal effect. For aluminum products with strict requirements, filter plates with small pores should be selected. The filter efficiency increases with the increase of particle size and the thickness of the filter layer, and decreases with the decrease of filter hole size and molten aluminum flow rate.
Related posts:
 Foam Ceramic Filter Plate
Foam Ceramic Filter Plate
 Foam Ceramic Filter for Casting
Foam Ceramic Filter for Casting
 Foam Ceramic Filter for Foundry
Foam Ceramic Filter for Foundry
 Open Cell Foam Filter Materials
Open Cell Foam Filter Materials
 CFF Filter System
CFF Filter System
 Alumina Ceramic Foam Filter Plate
Alumina Ceramic Foam Filter Plate
 Ceramic Foam Filter Uses
Ceramic Foam Filter Uses
 Foam Ceramic Filtration Technology
Foam Ceramic Filtration Technology
 Zirconia Ceramic Foam Filter
Zirconia Ceramic Foam Filter
 Ceramic Foam Filter Manufacturer
Ceramic Foam Filter Manufacturer
 Ceramic Foam Filter Suppliers
Ceramic Foam Filter Suppliers
 CFF Filter for Molten Aluminum
CFF Filter for Molten Aluminum
 Foam Ceramic Filter
Foam Ceramic Filter
 SiC Ceramic Foam Filter
SiC Ceramic Foam Filter
 Buy Ceramic Foam Filter
Buy Ceramic Foam Filter





