
Casting nozzles have been made of various refractory materials. The part of the nozzle in contact with the molten metal is a refractory material composed of silica, asbestos, sodium silicate and lime. Although the refractory nozzle exhibits good thermal insulation and low heat capacity, it is not very uniform in terms of chemical composition and mechanical properties. In addition, it absorbs moisture and tends to become brittle or reduce mechanical strength when preheated to working temperature, which makes this nozzle only used once. In addition, these materials often degas and experience rupture when heated, both of which are undesirable features of successful caster nozzle performance.
For other reasons, the refractory materials used to make the casting nozzle are not satisfactory. For example, refractory materials are often reactive, or the molten metal being cast, such as aluminum, corrodes or dissolves, which causes particles of refractory materials or reaction products to end up in the cast product.
Another problem with refractories is that they generally cannot maintain an appropriate level of strength under operating conditions. This may cause sagging or size changes, which adversely affect or change the flow of molten metal to the mold. That is, the flow of molten metal across the nozzle tip is not kept uniform. This may change the freezing front, so the properties will change across the entire width of the product. Alternatively, changes in the internal dimensions of the nozzle can cause metal flow disturbances and surface defects on the resultant sheet or plate, such as turbulence, turbulence, or otherwise uneven flow through the nozzle.
Another problem with refractory casting nozzles is that they are often not reusable. That is, after the molten metal passes through the nozzle once and the continuous casting machine has been turned off, the nozzle cannot be reused. Therefore, even a new nozzle that has only been used for a short time cannot be used again. This greatly increases the cost of operating the casters.
The reproducibility of the size of the refractory nozzle is a problem. For example, because it is difficult to maintain tolerances, it may be found that some nozzles are working properly while others are working abnormally. This leads to a very high rejection rate of the nozzle, which in turn greatly increases the operating cost of the caster.
Before pouring the molten metal into the nozzle, it is best to heat the nozzle to minimize warpage and avoid premature cooling of the molten metal. However, for refractory materials, it is difficult to uniformly heat the nozzle.

In order to minimize the sag of the nozzle, the use of spacers is proposed. The nozzle has a lower plate and an upper plate separated by a crosspiece. The outside of the nozzle is the extension on both sides of the nozzle, called divergent cheeks. Use baffles to control the flow of molten metal to the casting machine.
Conventionally, metal has not been used for nozzles or containers, etc., because molten metal such as molten aluminum can dissolve the metal. In addition, most metals do not have the ideal combination of low thermal conductivity and low coefficient of thermal expansion necessary for use with molten metals in certain applications. Refractories are not used because they are susceptible to thermal shock, have low strength, fragility, and low toughness, all of which are necessary for applications such as nozzles.
Another common problem encountered when casting molten aluminum is the formation of intermetallic deposits. For example, aluminum carbide may be formed on the nozzle substrate material. Therefore, it is desirable to use a substrate that does not promote precipitation of intermetallic compounds, and to use a nozzle design that prevents clogging due to precipitation of such compounds.
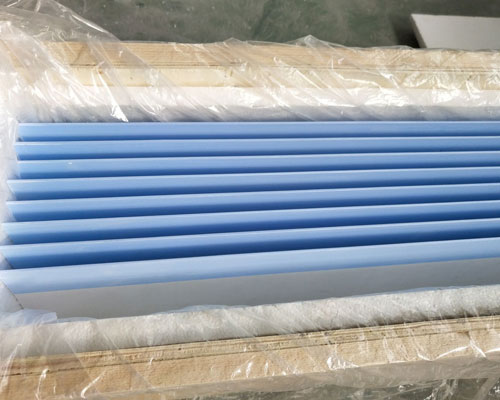
It can be seen from the above that there is a great need for nozzles that solve these problems and allow continued use or allow cleaning for continued use. AdTech provides casting nozzles that can be manufactured to be used with any type of caster. It is made of nano-fiber composite materials and used for crystallization and size control of aluminum foil castings. It has the characteristics of uniform fiber distribution, moderate density, good insulation, accurate size, good oxidation resistance, strong layer, and no deformation. Can protect the surface of aluminum foil.
Related posts:
 Aluminum Silicate Ceramic Caster Tip
Aluminum Silicate Ceramic Caster Tip
 Aluminum Silicate Casting Tip
Aluminum Silicate Casting Tip
 Casting Tips and Nozzles
Casting Tips and Nozzles
 Roll Caster Feed Tip
Roll Caster Feed Tip
 Feed Nozzle
Feed Nozzle
 Caster Nozzle
Caster Nozzle
 Ceramic Fiber Castertip
Ceramic Fiber Castertip
 Feeding Nozzle
Feeding Nozzle
 Tip Cavity
Tip Cavity
 Casting Nozzle
Casting Nozzle
 Feed Caster Nozzle
Feed Caster Nozzle
 Nozzle Cavity
Nozzle Cavity
 Aluminum Silicate Caster Tip
Aluminum Silicate Caster Tip
 Aluminium Silicate Caster Tip
Aluminium Silicate Caster Tip
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process





