
The pouring temperature of the cast-rolling production is the melt temperature in the front box. Because the melt temperature in the front box is easy to measure. On the other hand, the temperature of the melt flowing into the liquid cavity in the front box melt temperature casting zone has a small difference during normal casting. Therefore, during the casting and rolling process, thermocouples are often used to monitor the temperature of the melt in the front box to control the pouring temperature, so that the melt temperature in the casting-rolling zone remains stable and the solidification rate during the casting-rolling process is constant. Generally speaking, the pouring temperature should be stable. It should not fluctuate, and it should not be too high.

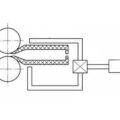
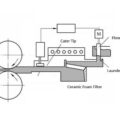
In cast-rolling production, the pouring temperature is often confused with the casting-rolling temperature, because under certain stable production conditions, when the casting-rolling temperature is constant, the temperature is also constant. Therefore, the casting-rolling temperature is generally subject to the control of the melting temperature. To select the casting-rolling temperature, the melt must be filled from the static furnace flow through the launder into the front box, and then to the casting-rolling zone through the runner system and the feed nozzle, and the heat loss in the entire process must be considered.
If the pouring temperature is too low, the melt can even be solidified in the pouring system. If it is set too high, it will be difficult to form or the quality of the strip will decrease. Choosing the pouring temperature should consider the length of the entire pouring system, as well as the climate and workshop temperature. The firing temperature can be 60ˆ80℃ higher than the melting point of aluminum and aluminum alloys. If the gating system has good thermal insulation performance, the lower limit temperature of casting and rolling can be appropriately lowered. Experience has proved that the heat dissipation of the exposed surface of the gating system accounts for about 40% of the heat loss of the entire gating system. Covering the exposed surface or using a closed pouring system can reduce the pouring temperature.
Controlling the melt temperature in the smelting furnace and the standing furnace is extremely important for stabilizing the casting-rolling process and improving the quality of the cast-rolled strip. It is well known that excessively high melt temperature or partial overheating in the furnace not only increases energy consumption, but also causes coarse grains. Practice has proved that once the temperature of the melt in the furnace is too high or partially overheated, even if the temperature is lowered to the normal temperature, the harmful effect of the excessive temperature on the coarsening of the grains cannot be eliminated. Therefore, even if the front box melt temperature is very low at this time, it is difficult to obtain fine grains.
In addition, the melt temperature of the front box is affected and dominated by the melt temperature in the furnace. Therefore, to control the melt temperature of the front box, the melting temperature must be controlled at the same time. In actual production, there must be automatic control of the melt temperature in the melting furnace and the static furnace.
In the cast-rolling production process, low pouring temperature not only can refine the grains, but also increase the casting-rolling speed. During production, the melt temperature in the standing furnace is automatically controlled within the range of 725℃~740℃, and the melt temperature in the front box is preferably 685℃-695℃.
Related posts:
 Cast Rolling Plate Quality
Cast Rolling Plate Quality
 Cast Rolling Plate
Cast Rolling Plate
 Front Box Temperature
Front Box Temperature
 Electromagnetic Casting and Rolling
Electromagnetic Casting and Rolling
 Cast Rolled Vertical Plate
Cast Rolled Vertical Plate
 Ultra-Thin Casting and Rolling
Ultra-Thin Casting and Rolling
 Cast Non-Ferrous Metals
Cast Non-Ferrous Metals
 Temperature Control in Aluminum Smelting
Temperature Control in Aluminum Smelting
 Continuous Casting and Rolling
Continuous Casting and Rolling
 Aluminum Cast-rolled Sheet Defects
Aluminum Cast-rolled Sheet Defects
 Pouring System
Pouring System
 Front Tank
Front Tank
 Heat Balance
Heat Balance
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Front Box for Aluminum Casting
Front Box for Aluminum Casting





