
After a certain period of degassing and filtering, the molten aluminum begins to enter the molten aluminum hot top casting stage.
At this stage, the casting speed starts to rise from the initial speed to the normal casting speed, the casting temperature also starts to rise to the normal casting temperature, and the cooling water volume (water pressure) rises from the initial water volume (water pressure) to the normal casting water volume (water pressure).

The following should be noted during the molten aluminum hot top casting stage:
(1) This stage is the most prone to failure in casting, and it is prone to explosions, burns and other vicious accidents. According to relevant statistics, more than 70% of accidents in casting occurred at this stage. Therefore, special attention should be paid to safety at this stage, and the on-site personnel should be minimized.
(2) The initial casting speed is generally 50% to 70% of the normal casting speed. Generally, the normal casting speed should be reached within the casting length of 200 mm.
(3) The cooling water volume (water pressure) generally starts to rise from the initial water volume (water pressure) when the holding time begins. When the casting speed reaches normal, the water volume (water pressure) also reaches the normal casting cooling water volume (water pressure). ).
(4) Pay attention to observation at this stage. The mold with aluminum leakage should be blocked with a ceramic fiber plug in time to avoid too much aluminum leakage, thereby avoiding explosions or other accidents.
(5) At this stage, it is also easy to cause aluminum plugging due to aluminum condensation in the draft tube. There are many reasons for the plugging of aluminum. Generally, it is caused by the low temperature of the molten aluminum or the too long filling and holding time. It should be specifically analyzed in actual production. The aluminum of the plug may remelt and leak during the casting process, causing an explosion. The aluminum of the plug may also cause the flow rate of the molten aluminum to be too low at a certain platform, which makes it difficult to fill the molten aluminum and ultimately difficult to cast.
(6) Generally, the casting should be terminated in time when the aluminum leakage or plug aluminum reaches more than 5 molds to avoid danger.
(7) At this stage, the liquid level of the casting platform will change greatly. Try to avoid large molten aluminum rolls. Pay attention to the tilting rate of the standing furnace or the adjustment of the manual furnace eye. The liquid level of the platform should be adjusted in a short time. To reach a stable value, the general stable value should be 30 mm to 40 mm lower than the highest surface of the platform.
Related posts:
 Hop-top Casting Sprue Bush
Hop-top Casting Sprue Bush
 Aluminum Rod Casting Platform
Aluminum Rod Casting Platform
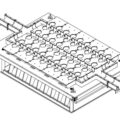 Casting Platform
Casting Platform
 Risk Factors in Aluminum Casting
Risk Factors in Aluminum Casting
 Aluminum Casting Ceramic Filter
Aluminum Casting Ceramic Filter
 Ceramic Filter For Metal Foundry
Ceramic Filter For Metal Foundry
 Molten Aluminum Castertip
Molten Aluminum Castertip
 Ceramic Filter Molten Metal Filtration
Ceramic Filter Molten Metal Filtration
 Aluminum Alloy Casting Defects
Aluminum Alloy Casting Defects
 Cast Rolled Vertical Plate
Cast Rolled Vertical Plate
 Aluminum Foundry Ceramic Foam Filter
Aluminum Foundry Ceramic Foam Filter
 Alu Tapout Cone
Alu Tapout Cone
 Alumina Filters
Alumina Filters
 Aluminium Degassing Unit
Aluminium Degassing Unit
 Online Degassing of Molten Aluminum
Online Degassing of Molten Aluminum





