
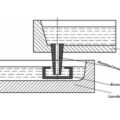
The molten aluminum enters the headbox from the CFF filter box through the flow trough. There are generally two ways to enter the headbox:
1) The bottom of the launder is higher than the top of the headbox, and molten aluminum is injected from the top of the front box. In this case, if the liquid level of the front tank is controlled to be stable, the liquid level will not fluctuate up and down.
2) The bottom of the flow trough is lower than the top of the headbox, and the liquid flow is injected from the middle and upper side of the front box.

Due to the large gap between the liquid level of the casting launder and the inlet of the molten aluminum, the inlet is generally used to control the liquid flow with ceramic fiber tap out cones.
When the ceramic fiber plug is close to the lower part of the orifice, the molten aluminum is injected from the gap between the upper part of the orifice and the ceramic fiber plug, which will often form waves on the liquid surface, causing the liquid level to fluctuate, which causes the meniscus at the nozzle roll gap to fluctuate. As a result, water ripples appear on the surface of the cast-rolled strip. If the cone is close to the upper part of the orifice, the molten aluminum is injected from the gap between the lower part of the orifice and the tap out cone. At this time, the liquid level of the front tank is basically stable, but there are still fluctuations under the stable surface.
This wave is diffracted through the outflow port, and the wave is transmitted to the gap between the nozzle roller, causing the meniscus to fluctuate, and causing the strip to produce water ripples. In order to reduce or eliminate this kind of water ripples, it is necessary to prevent the fluctuations caused by the uneven injection of molten aluminum at the inlet from being transmitted to the front of the casting and rolling. Therefore, a vertical filter can be inserted between the inlet and outlet of the front box to prevent wave propagation and diffraction, which can reduce or eliminate water ripples. If you appropriately increase the liquid surface area between the filter and the outlet, the effect will be more obvious.
In addition, other measures can also be taken in the process, such as reducing or eliminating the gap between the nozzle rollers as much as possible to reduce or eliminate water ripples. However, when the gap between the nozzle rolls is reduced to a certain extent, defects such as roll marks and surface segregation may appear on the surface of the strip. Decrease the casting temperature or the casting speed, increase the surface tension of the aluminum oxide film on the meniscus at the gap between the nozzle rolls, increase the radius of curvature of the meniscus, reduce the fluctuations of the meniscus, and reduce or eliminate water ripples. But doing so will significantly reduce the production efficiency, and at the same time easily cause damage to the nozzle.
Related posts:
 Headbox and Tundish
Headbox and Tundish
 Vacuum Formed Headbox
Vacuum Formed Headbox
 Aluminum Cast-rolled Sheet Defects
Aluminum Cast-rolled Sheet Defects
 Casting Tip for Foundry
Casting Tip for Foundry
 Molten Aluminum Castertip
Molten Aluminum Castertip
 Aluminium Silicate Caster Tip
Aluminium Silicate Caster Tip
 Aluminum Continuous Casting Rolling
Aluminum Continuous Casting Rolling
 Front Box for Aluminum Casting
Front Box for Aluminum Casting
 Ceramic Fiber Caster Tip
Ceramic Fiber Caster Tip
 Casting Rolling Technology
Casting Rolling Technology
 Vertical Slab Stage
Vertical Slab Stage
 Front Tank
Front Tank
 Molten Aluminum Casting Nozzles
Molten Aluminum Casting Nozzles
 Tip Cavity
Tip Cavity
 Aluminum Liquid Control
Aluminum Liquid Control





